मशीनिंग सेंटरचे ऑपरेशन पॅनल हे असे आहे की ज्याच्या संपर्कात प्रत्येक CNC कामगार येतो. या बटणांचा अर्थ काय ते पाहू या.

लाल बटण हे आपत्कालीन स्टॉप बटण आहे. जेव्हा हे स्विच दाबले जाते, तेव्हा मशीन टूल थांबेल, सामान्यतः आपत्कालीन किंवा अनपेक्षित परिस्थितीत.
Xinfa CNC टूल्समध्ये चांगल्या दर्जाची आणि कमी किंमतीची वैशिष्ट्ये आहेत. तपशीलांसाठी, कृपया भेट द्या:
सीएनसी टूल्स उत्पादक – चीन सीएनसी टूल्स फॅक्टरी आणि सप्लायर्स (xinfatools.com)

अगदी डावीकडून सुरुवात करा. चार बटनांचा मूळ अर्थ आहे
1 प्रोग्राम स्वयंचलित ऑपरेशन प्रोग्रामवर प्रक्रिया करताना प्रोग्रामच्या स्वयंचलित ऑपरेशनचा संदर्भ देते. हे सामान्यतः प्रक्रियेसाठी वापरले जाते. या स्थितीत, ऑपरेटरला फक्त उत्पादन क्लॅम्प करणे आवश्यक आहे आणि नंतर प्रोग्राम प्रारंभ बटण दाबा.
2 दुसरा प्रोग्राम संपादन बटण आहे. मुख्यतः प्रोग्राम संपादित करताना वापरले जाते
3 तिसरा MDI मोड आहे, जो प्रामुख्याने S600M3 सारखे शॉर्ट कोड मॅन्युअली प्रविष्ट करण्यासाठी वापरला जातो.
4DNC मोड प्रामुख्याने इन-लाइन मशीनिंगसाठी वापरला जातो

डावीकडून उजवीकडे ही चार बटणे आहेत
1प्रोग्राम शून्य बटण, शून्य ऑपरेशनसाठी वापरले जाते
2. रॅपिड ट्रॅव्हर्स मोड. ही की दाबा आणि त्वरीत हलविण्यासाठी संबंधित अक्षांशी जुळवा.
3. हळू फीड. ही की दाबा आणि मशीन टूल त्यानुसार हळू हलवेल.
4 हँडव्हील बटण, हँडव्हील ऑपरेट करण्यासाठी हे बटण दाबा

ही चार बटणे डावीकडून उजवीकडे आहेत
1 सिंगल ब्लॉक एक्झिक्युशन, ही की दाबा आणि प्रोग्राम कार्यान्वित होण्याच्या कालावधीनंतर थांबेल.
2. प्रोग्राम सेगमेंट स्किप कमांड. जेव्हा काही प्रोग्रॅम विभागांसमोर / चिन्ह असते, तेव्हा तुम्ही ही की दाबल्यास, हा प्रोग्राम कार्यान्वित होणार नाही.
3. थांबा निवडा. जेव्हा प्रोग्राममध्ये M01 असेल तेव्हा ही की दाबा आणि कोड कार्य करेल.
4 मॅन्युअल प्रात्यक्षिक सूचना

1 प्रोग्राम रीस्टार्ट बटण
2. मशीन टूल लॉक कमांड. ही की दाबा आणि मशीन टूल लॉक होईल आणि हलणार नाही. डीबगिंगसाठी
3. ड्राय रन, सामान्यतः डीबगिंग प्रोग्रामसाठी मशीन टूल लॉक कमांडच्या संयोगाने वापरला जातो.
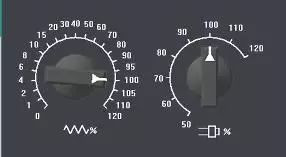
फीड रेट समायोजित करण्यासाठी डावीकडील स्विच वापरला जातो. उजवीकडे स्पिंडल स्पीड ऍडजस्टमेंट बटण आहे
डावीकडून उजवीकडे, सायकल स्टार्ट बटण, प्रोग्राम पॉज आणि प्रोग्राम एमओओ स्टॉप आहेत.

हे संबंधित स्पिंडलचे प्रतिनिधित्व करते. साधारणपणे, मशीन टूल्समध्ये 5 किंवा 6 अक्ष नसतात. दुर्लक्ष करता येईल
मशीनच्या हालचाली नियंत्रित करण्यासाठी वापरला जातो. मध्यभागी की दाबा, आणि ते जलद फीड होईल.

स्पिंडल फॉरवर्ड रोटेशन, स्पिंडल स्टॉप आणि स्पिंडल रिव्हर्स रोटेशन असा क्रम आहे.


संख्यात्मक आणि वर्णमाला पॅनेल समजावून सांगण्याची गरज नाही, ते मोबाइल फोन आणि संगणक कीबोर्डसारखे आहे.
POS की म्हणजे समन्वय प्रणाली. मशीन टूल कोऑर्डिनेट सिस्टीमचे संबंधित निर्देशांक आणि परिपूर्ण समन्वय पाहण्यासाठी ही की दाबा.
ProG एक प्रोग्राम की आहे. संबंधित प्रोग्राम ऑपरेशन्स सामान्यतः ही की दाबण्याच्या मोडमध्ये ऑपरेट करणे आवश्यक आहे.
OFFSETSETTING चा वापर समन्वय प्रणालीमध्ये टूल पॉइंट सेट करण्यासाठी केला जातो.
शिफ्ट ही शिफ्ट की आहे
CAN ही रद्द की आहे. तुम्ही चुकीची आज्ञा एंटर केल्यास, ती रद्द करण्यासाठी तुम्ही ही की दाबू शकता.
IUPUT ही इनपुट की आहे. सामान्य डेटा इनपुट आणि पॅरामीटर इनपुटसाठी ही की आवश्यक आहे.
SYETEM सिस्टम की. मुख्यतः सिस्टम पॅरामीटर सेटिंग्ज पाहण्यासाठी वापरले जाते
MESSAGE हे प्रामुख्याने माहिती प्रॉम्प्ट आहे
कस्टम ग्राफिक पॅरामीटर कमांड
ALTEL ही प्रतिस्थापन की आहे, जी प्रोग्राममधील सूचना बदलण्यासाठी वापरली जाते.
इन्सर्ट ही इन्सर्ट इंस्ट्रक्शन आहे जी प्रोग्राम कोड घालण्यासाठी वापरली जाते.
delete मुख्यतः कोड हटवण्यासाठी वापरला जातो
RESET बटण खूप महत्वाचे आहे. हे मुख्यतः रीसेट करण्यासाठी, प्रोग्राम थांबविण्यासाठी आणि काही सूचना थांबविण्यासाठी वापरले जाते.
बटणे मुळात स्पष्ट केली गेली आहेत आणि त्यांच्याशी परिचित होण्यासाठी तुम्हाला साइटवर अधिक सराव करणे आवश्यक आहे.
पोस्ट वेळ: मे-27-2024


